Pre-Weld Calibration Protocol
Territory-grade tolerances for structural steel. No shortcuts.
WARNING: Rush the pre-heat, crack the frame. Rush the cool, shatter the joint. This protocol is non-negotiable.
I. Pre-Heating (0–15 min)
The base metal must reach 300°F (149°C) before the first arc strike. Below this threshold, thermal shock fractures the grain.
| Material | Min Temp | Hold Time | Sensor Placement |
|---|---|---|---|
| A36 Steel | 300°F / 149°C | 10 min | 2" from joint |
| 1018 Alloy | 350°F / 177°C | 12 min | 3" from joint |
| Stainless 304 | 400°F / 204°C | 15 min | Direct contact |
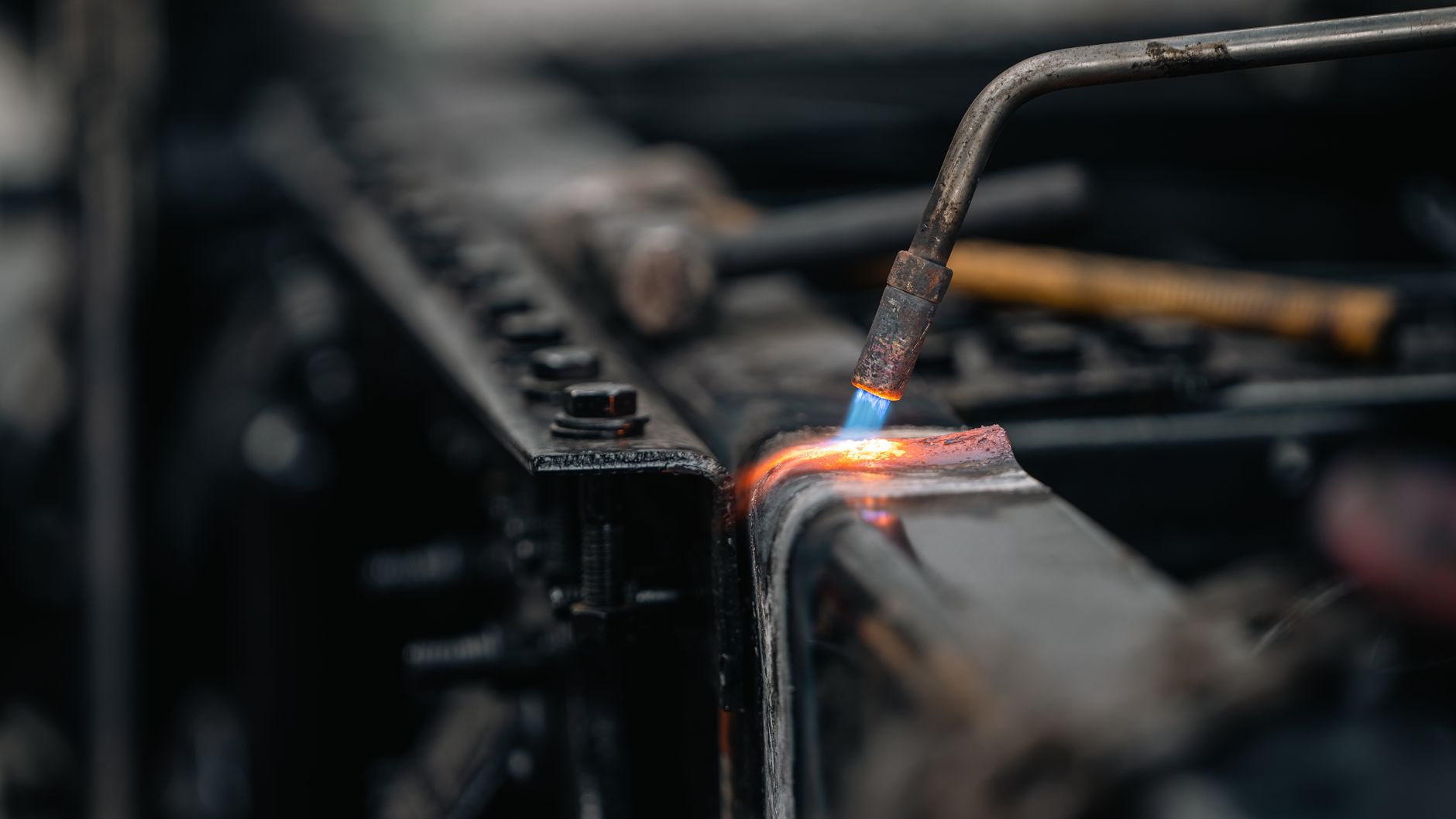
II. Arc Geometry (15–30 min)
Maintain 75° torch angle. Feed rate fixed at 6 inches per minute. The puddle breathes—it does not boil.
TORCH_ANGLE = 75 deg ± 2
FEED_RATE = 6.0 in/min ± 0.1
POOL_TEMP = 4200°F ± 50
VOLTS = 22.0 ± 0.5
AMPS = 145 ± 3
III. Controlled Cooling (30–45 min)
Cover the bead with dry silica sand immediately upon extinguishing the arc. Allow 45 minutes of passive cooling. Forced cooling voids the warranty of the joint.
| Step | Action | Tolerance | Failure Mode |
|---|---|---|---|
| 0s | Extinguish arc | N/A | Thermal shock |
| +5s | Apply sand blanket | ±2mm thickness | Crack propagation |
| +2700s | Remove cover | <100°F ambient | Brittle fracture |
IV. Verification
Every joint undergoes magnetic particle inspection before load testing. Any indication of discontinuity exceeds 0.5mm requires re-weld.
IF defect_width > 0.5mm THEN REJECT
ELSE IF tensile_strength < 70ksi THEN REJECT
ELSE PASS